
← Статьи
Огнем и молотом.
Булат! Как много в этом звуке для сердца русского слилось, как много в нем отозвалось! © почти А.С. Пушкин
Кто из нас не слышал о «тайнах булата», кто не знает, что секрет его давно утерян – и это почти правда. Я занимаюсь исследованием этих тайн и секретов больше 30 лет и не могу сказать, что знаю все или даже многое. Какие-то варианты технологий получения этой древней узорчатой стали удалось прояснить, какие-то понятны в общих чертах, о сути некоторых можно только догадываться. По направлению к одной такой загадке я и собираюсь сейчас направить мысль и слово.
Что такое булат «вообще»? Это узорчатая, неоднородная литая сталь. Неизменный спутник классического булата - различимый невооруженным глазом узор того или иного вида. Нет узора – нет булата. Чем выше четкость и контрастность узора, тем больше ценился булат. Этот внешний признак говорит о резкой внутренней неоднородности металла, в первую очередь по содержанию углерода. Однако необходимо понимать и то, что резкой границы между сталью и булатом не существует, и лишь по мере нарастания величины, четкости и степени упорядоченности узора булата возрастает и его отличие от «просто стали». Макро не однородность, проявляющаяся в виде упорядоченного узора – суть и смысл булата, причина всех его свойств и особенностей.
С древнейших времен именно по узору различали качество и сорта булата. Аль-Кинди в 9-м веке писал, что глядя на узорчатую сталь видишь ее как снаружи, таки внутри. П.П. Аносов придавал узору не меньшее значение и утверждал, что «...опытный азиатец не ошибется в выборе клинка без пробы и по одному узору определит, вязок булат или хрупок, тверд или мягок, упруг или слаб».
Существует множество разновидностей булата, с различными узорами и свойствами- сейчас известно около 30 древних названий сортов. Разработана и примерная классификация булата. Они разделяются по месту производства (индийские, персо-иранские, турецко-сирийские и другие), по типу узора линейный, волнистый, коленчатый), а также по методу выплавки, где известны три основных способа получения слитков – арабский, индийский, иранский.
Не буду здесь углубляться в рассмотрение особенностей технологий получения слитков, укажу лишь на конечный результат- слитки в древности получались с различной внутренней структурой и, следовательно, с разным потенциалом образования узоров того или иного качества.
Структуры слитков металла, полученного при полном расплавлении шихты, в зависимости от исходных материалов и примененной технологии их плавки, действительно могут быть очень разными. Мохаммад-Али-Заремшан, смотритель оружейных цехов в Исфагане в правление шаха Аббаса, в своем трактате «Поучения и наставления в ремесле» описывал качество получаемых слитков так:
«После выжигания крицы и остывания ее имеешь ты случай узнать, сколь верен был путь, избранный тобой в этом случае - верно ли подобрал ты состав и употребил время.
Если ядро подобно видом своим лежалому плоду или похоже на измытый дождями туф, имеет налет тубала (шлака) - зря провел ты часы в ожидании милости от Всевышнего. Труд твой был напрасен и пуст.
Если же ядро, тобой полученное, имеет вид речного камня, выглаженного текущей водой, и не побито ни шлаком, ни камнем, ни окалиной - вознеси хвалу Аллаху за научение и удачное завершение!
Очевидно, что по внешнему виду ядра-слитка можно судить о полноте удаления из расплава шлака и газов, о достаточности времени протекания этих процессов и об общей пригодности слитка к последующей ковке.

Затем разруби ядро от верха к низу через сердцевину ее, вычисти и выгладь, после чего опусти в травитель. Если увидишь ты, что зеркало (лицо) крицы покрыто мелкой сеткой или усыпано песком - не велики твои успехи, ибо наибольшее, что возможно сделать из этой крицы «кум» или «акбар». Если же Повелитель благословит руку твою - то сможешь дерзнуть и создать огнем и молотом «мухаввас».
Структура слитка в виде мелкой карбидной сетки или россыпи песка (обособленных крупных карбидов) свидетельствует о равномерном распределении углерода в объеме металла. Если просто расковать, то получим невыразительный строчечный узор, и лишь тщательной дальнейшей ковкой из таких слитков можно получить некую более сложную неоднородность.
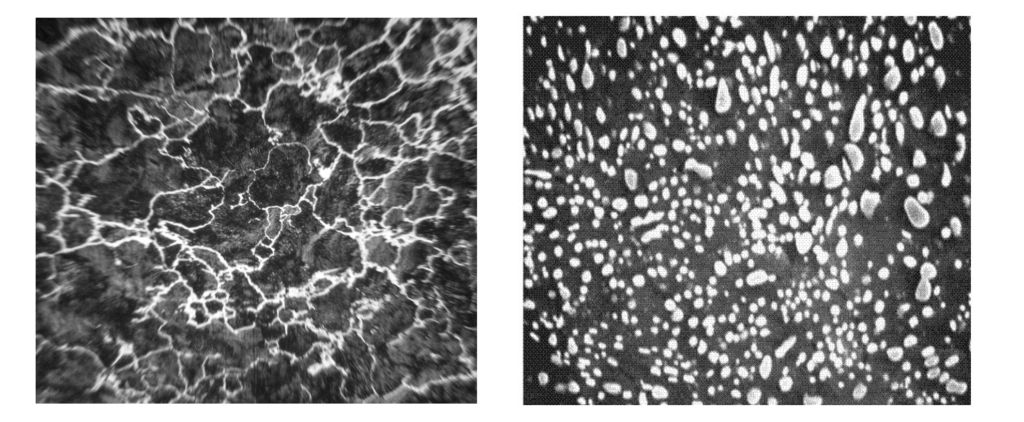 Карбидная сетка в слитке Россыпь карбидного "песка"
Карбидная сетка в слитке Россыпь карбидного "песка"
Если же лицо крицы имеет в себе сплетение, подобное клубкам змей или же налету инея на песке - велик успех твой, ибо получил ты «мадж".
Более высокое по качеству строение слитка образовано мощными осями дендритов и выделений карбидов на них (иней на песке).

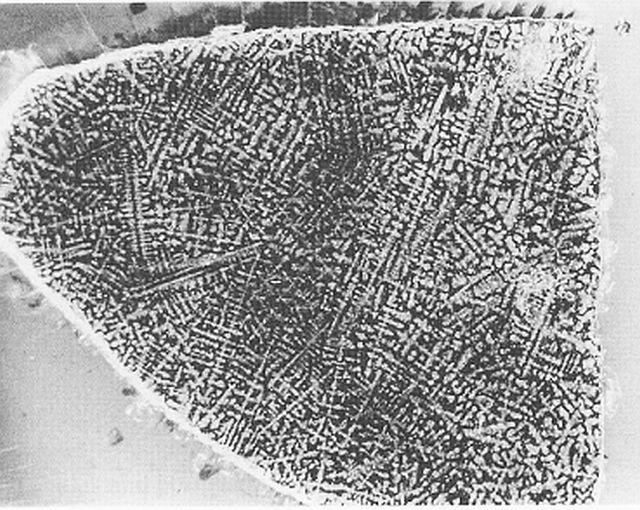 Дендритный «иней» на шлифе старинного слитка
Дендритный «иней» на шлифе старинного слитка
 Дендритный узор афганского клинка
Дендритный узор афганского клинка
 Узор современного булата Сергея Лунева
Узор современного булата Сергея Лунева
 Узор индийского клинка
Узор индийского клинка
Если же лицо крицы будет подобно яхонту или гагату, или же уподобится лепесткам чайной розы, то так на клинках, прозываемых «нилабанд» или «ахак».
Переплетение кристаллов как в клубках змей, или дымчатые проявления неоднородности как в гагате (не путать с агатом), встречаются весьма редко, и я лично до сих пор не могу выявить закономерность в их образовании. Возможно, играет роль конвективное перемешивание расплава при его застывании.

Итак, общий смысл ухищрений древних мастеров Востока понятен. Все методы получения слитков – арабский, индийский, иранский, представляют собой тот или иной способ получения узорчатой стали.
Принято считать, что родиной булата является Индия. Когда Александр Македонский в 4-м веке до Р.Х. вторгся в Пенджаб, северо-западную часть Индии, то цари местных племен подарили ему сто талантов (2.5 тонны) индийской стали, выплавленной и грубо спрессованной в бруски. Примечательно, что такие прокованные бруски, служащие заготовками для сабельных клинков, до сих пор можно увидеть в коллекциях.
 Булат / вутц. Из коллекции И. Таганова
Булат / вутц. Из коллекции И. Таганова
Например, в коллекции доктора технических наук из Санкт-Петербурга Игоря Таганова есть слитки (1) в форме хлебца или булочки, есть многократно упоминаемые «лепешки» и «плитки», а есть и грубо прокованный брусок (2), подобный подарку Александру Македонскому. На этом и других виденных мной брусках имеются трещины и заковы, свидетельствующие о небрежной, грубой расковке исходных заготовок, что входит в явное противоречие с указаниями авторов всех времен о необходимости очень аккуратной и медленной ковке булатного клинка. Вероятно, эти дефекты в сырцовом материале не являлись критичными и устранялись при последующей переработке.

Индийская ковка - в древности и в настоящем
В этой связи обратил особое внимание, и обращаю ваше, что вес древних слитков составлял в среднем 600-800 граммов и, как следует из старинных описаний, они зачастую были разрублены пополам, поэтому отковать из них боевую саблю весом около килограмма было невозможно. Очевидно, что крупные клинки, по крайней мере иногда, ковались из нескольких слитков или их частей, соединяемых кузнечной сваркой.
В качестве примера можно сослаться на булатный сабельный клинок из Оружейной Палаты, который в описи 17-го века значится как «полоса булат красный, кована из булатных головень», т.е. из округлых слитков. В описи 19-го века она же записана как сваренная из остатков булатных полос. Разница, очевидно, лишьв понимании слова «головень» – круглая «голова» или «огарок-головешка». Музейные работники 19-го века поняли и записали это именно как «остаток».
Кстати, в описи 1647 г. содержится и прямой ответ на остававшийся долгое время дискуссионным вопрос о собственном производстве булатного оружия в России. В хранилище Большой казенной палаты московского Кремля перечислено сырье для изготовления ценного оружия из булатной стали: «куплено булату 80 криц половинчатых да 23 прута (г)нутых, теникору (буры) полпуда, куплен в кизылбашех для булатной сварки».
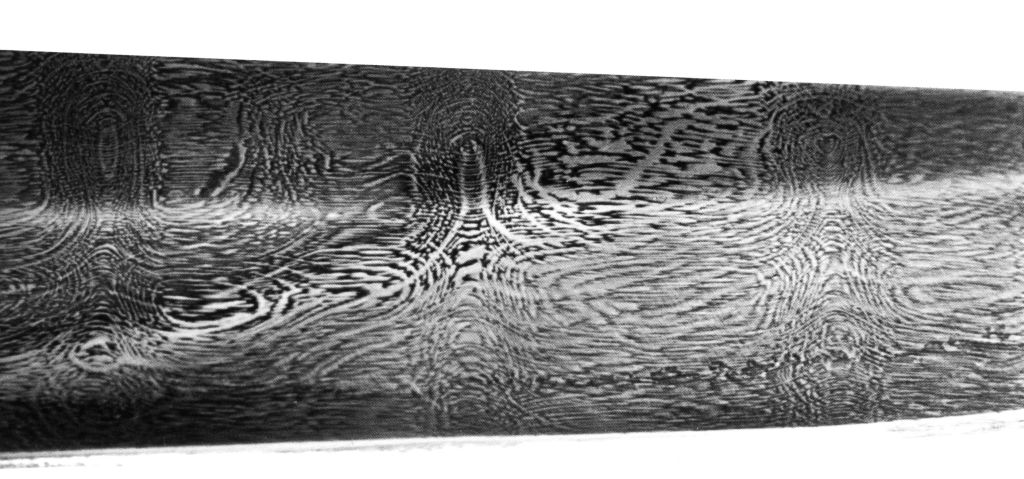
 Поперечный шов кузнечной сварки на древнем клинке
Поперечный шов кузнечной сварки на древнем клинке
Здесь, собственно, и подошел момент поговорить об одном смутно понятном «секрете» древнего булата. Дело в том, что температура кузнечной сварки составляет минимум 1150-1200 градусов, а указания практически всех исследователей булата говорят о том, что, нагрев уже до 1000 градусов полностью уничтожает булатный узор. Аносов так прямо и писал, что «потеря узора при ковке составляет вину кузнеца».
Однако оказалось, что не всегда обязательно иметь исходный узорчатый слиток для получения узорчатого клинка. Действительно, если в сваренной из нескольких частей заготовке сабельного клинка узорчатая неоднородность булатного слитка была разрушена высоким нагревом, то как же в итоге получали сабли с красивым и ценным узором? Очевидно, что узор рождался вновь при обработке металла огнем и молотом –что и было сказано в трактате Али Заремшана.
Дело в том, что при медленной, очень аккуратной ковке с многочисленными нагревами до невысоких температур начинают играть роль такие факторы, как возникающие внутри бруска металла неравномерные напряжения сжатия и растяжения. Их роль (в сочетании с термоциклированием) при рождении булатного узора рассмотрели в своей монографии «Булатная сталь» ученые-металлурги В.А. Щербаков и В.П. Борзунов. Более того, была показана и роль акустического воздействия на внутреннюю структуру булата, и «танцы с бубнами» здесь не при чем. Точнее, это другая тема.
Все кроме глухих знают, что при ударах по куску металла он звенит-так же звенит и заготовка под ударами молота. Акустические волны распространяются внутри объема, создавая локальные упругие напряжения, которые и приводят к перераспределению углерода, образуя его концентрации в узлах т.н. стоячих волн напряжений и деформации. Суть в том, что растворенные в кристаллической решетке железа атомы углерода постепенно вытесняются из зон сжатия в зоны растягивающих напряжений. Значит, путь к успеху лежит в медленном, многократно повторяющемся ударном воздействии при невысоком нагреве. Как указывал П.П. Аносов – «чем медленнее куется булат, тем выше его качество.»
На этот фактор смутно намекал В.Н. Терехов, успешно получающий булатные узоры редкой красоты во время ковки своих слитков, а прекрасный мастер Дмитрий Шевченко вообще утверждает, что, не утруждаясь теорией может «выколотить» узор булатного типа на любой стали.
В качестве примера можно представить его клинок из промышленной нелегированной стали У8 с узором булатного типа. В ней содержится всего 0.8% углерода, поэтому в отличие от «классического» булата узор образован перемешанной смесью обезуглероженного «железа» и высокоуглеродистых участков. Да и я сам одной лишь ковкой получал красивый узор на теоретически однородной шарикоподшипниковой стали ШХ15 с 1% углерода, в которой примесь хрома ускоряет перераспределение углерода по объему при «булатной» ковке.
 Клинок из У8 Д. Шевченко, г. Сумы
Клинок из У8 Д. Шевченко, г. Сумы
 Узор В. Терехова, г. Уфа
Узор В. Терехова, г. Уфа
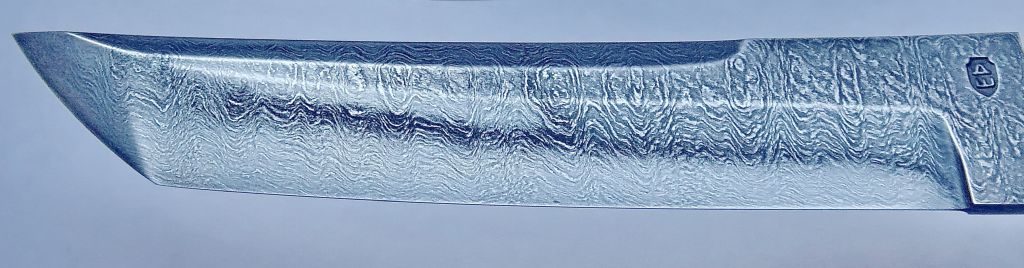
 Клинок из рельса Алексея Заболотника, г. Новокузнецк
Клинок из рельса Алексея Заболотника, г. Новокузнецк
Итак, огнем и молотом можно получить булатные узоры и сам булат, причем множеством разных способов. Нужно лишь собственное усердие - и, как сказано, чтобы Всевышний благословил руку твою.